

")
Produzione DE
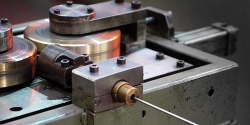

Durch die Kaltumformung wird mittels Einsatz von Ziehwerkzeugen eine Veränderung des warmgewalzten Rohmaterials erreicht.
Unser Fertigungsprogramm für gezogene Stäbe:
Profil
Abmessungsbereich
Masstoleranz
Stablänge
Bundgewicht
Profil

Abmessungsbereich
1,50 - 60,00 mmMasstoleranz
h - k - j 7.......13Stablänge
2.000 - 6.000 mmBundgewicht
auf AnfrageProfil

Abmessungsbereich
1,27 - 36,00 mmMasstoleranz
h - k - j 7.......13Stablänge
2.000 - 6.000 mmBundgewicht
auf AnfrageProfil

Abmessungsbereich
6,0 - 30,00 mmMasstoleranz
h - k - j 7.......13Stablänge
2.000 - 6.000 mmBundgewicht
auf AnfrageProfil

Abmessungsbereich
1,50 - 15,00 mm*Masstoleranz
h - k - j 7.......13Stablänge
2.000 - 6.000 mmBundgewicht
auf AnfrageProfil

Abmessungsbereich
1,00 ≤ W ≤ 80,00 mm0,70 ≤ T ≤ 18,00 mm
Masstoleranz
h - k - j 7.......13Stablänge
2.000 - 6.000 mmBundgewicht
auf AnfrageProfil

Abmessungsbereich
14<=W<=267<=T<=13
Masstoleranz
h - k - j 7.......13Stablänge
2.000 - 6.000 mmBundgewicht
auf AnfrageProfil

Abmessungsbereich
4,00-16,00 mmMasstoleranz
h - k - j 7.......13Stablänge
2.000 - 6.000 mmBundgewicht
auf Anfrage* Scharfe oder gerundete Kanten
** Spezialprofile nach Zeichnung auf Anfrage
Publiziert in
Produzione DE

Die Wärmebehandlung verändert die Eigenschaften des Stahls um die folgende Weiterbearbeitung zu vereinfachen. Die einzelnen Stufen der Wärmebehandlung sind: vorwärmen, glühen, halten und abkühlen. Die Parameter der aufgeführten Phasen können sich verändern entsprechend der gewünschten Wärmebehandlung.
Folgende Wärmebehandlungen führt Trafilspec-ITS an den Produkten durch:
- Glühen auf kugeligen Zementit (GKZ/ +AC): ermöglicht ein gleichmäßiges Weichglühgefüge, um bestimmte Zugfestigkeitswerte und beste Kaltverformbarkeit zu erreichen.
- Isothermisches Glühen (BG/+FP): vor allem für Zementit-Stähle, erzielt ausgezeichnete Zerspanbarkeitseigenschaften und eine bessere Homogenisierung des Gefüges.
- Entspannungsglühen (G/+A): baut eventuelle innere Spannungen des Drahtes ab und ermöglicht eine bessere Verformbarkeit.
- Vergüten (V/+QT): Härten und anlassen des Materials zur Erzielung von bestimmten mechanischen Festigkeitseigenschaften zur gleichzeitigen Erhöhung der Zähigkeit des Materials.
Publiziert in
Produzione DE
 Laden Sie den Katalog
Laden Sie den Katalog